您好!全自动装盒机、面膜灌装机,称重剔除机价格欢迎咨询广州欧洋自动化设备有限公司官网!


全自动卧式圆瓶贴标机常见故障处理
来源:www.ouyangzd.com 发布时间:2021年11月25日
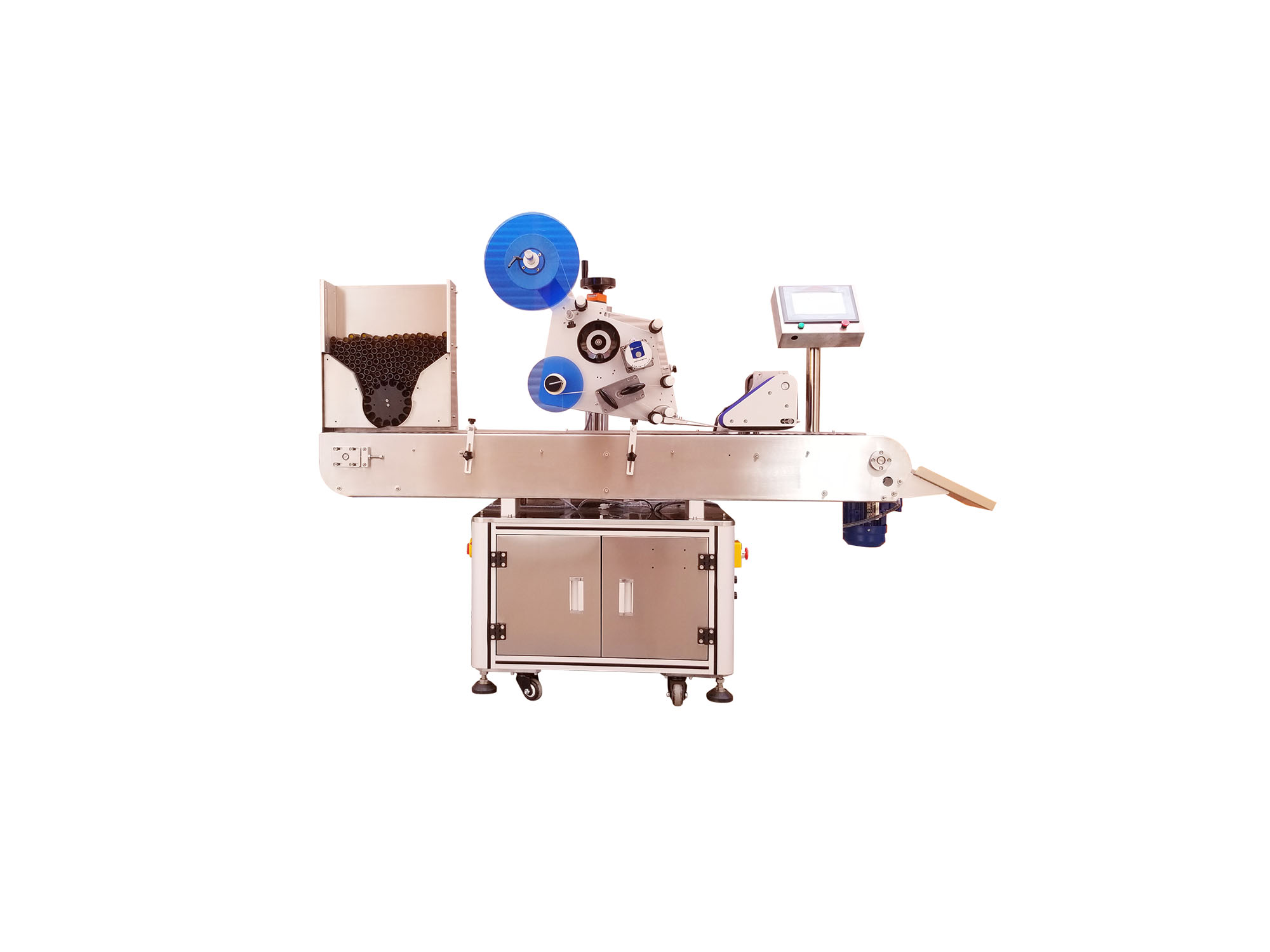
全自动卧式圆瓶贴标机适用于站立不稳的圆柱形物体圆周、半圆周的贴标,例如口服液瓶、笔杆、唇膏等。采用卧式传送、卧式贴标的方式,增加稳定性,提高贴标效率。下面由小编给大家讲解设备遇到常见的故障怎么处理。
1、底纸断:底纸断与标签底纸质量、标签牵引途中刮伤底纸、标签粘连这三个因素关系密切。
a、检查底纸是否有砍伤情况,如砍伤底纸,则需要更换质量优质的底纸。建议推荐使用格拉辛底纸,且要求标签供应商控制模切深度,不能伤害到底纸。
b、检查标签绕行中是否有刮伤情况,消除刮伤因素。
c、如标签粘连,标签容易撕断。控制下一张出标长度,保证不粘连到贴好标签的产品即可。
2、贴标偏差超过精度要求:标签偏差与标带走偏、标带走向与产品输送走向不平行、牵引轮打滑、产品定位检测不准、标签没有沿着覆标滚轮贴到产品上,检查以上几个因素,再进行针对性解决。
a、标带走偏,放松牵引机构,来回拉一下标签,让其自动走正。标签走正后,夹紧两侧限位圈,导正标签。
b、标带走向与产品输送走向不平行,通过调节贴标头的倾斜度可以实现平行。
c、牵引轮打滑,牵引轮磨损、牵引轮锁紧螺丝松脱有关,两种原因均可拧紧牵引轮锁紧螺丝。
d、产品误差,产品制作过程中,边缘误差会引起贴标偏差,只有控制好产品质量才可以解决。
3、连续出标:连续出标和出标不完全与电眼检测灵敏度有关,调节灵敏度即可。如调节电眼仍无法解决,则可能为标签超出选用电眼的适用范围,或者电眼损坏,需要向厂家咨询。另一种原因为标带走偏,电眼没检测到标签,前后调节电眼到检测位置即可。
4、剥标板处底纸松弛
底纸松弛与牵引速度过低与牵引机构打滑有关,若为牵引速度过低,则提高牵引速度可解决。
5、漏标
被贴物相隔太近,在贴标的过程中侧物电眼同时收到信号,可把速度减低或通过减速来解决。
6、贴标位置不稳定
压带装置可能未压紧。导致标带松动,电眼检测不准。可能牵引机构打滑或者是未压紧,造成不能顺利带走底纸。
7、贴标质量不好,有气泡或褶皱
可能覆标带与被贴面不平行,可将被贴物放入覆标带区域,观察覆标皮带与被贴面的间隔,间隔尽可能一致。出标速度和输送速度以及覆标速度不配,多为出标速度过快,重新调整出标速度或输送速度。标签粘性不好,容易脱落。
8、设备无反应
确认电源线无问题。插座旁边的保险丝是否完好,如已烧坏,请更换即可。可能电箱内部接线松动,请技术人员修理。
上一条
为什么要对膏体灌装机进行维护?
下一条
贴标机经常断标怎么处理
返回列表

